
Procédés de soudage THERMIT®
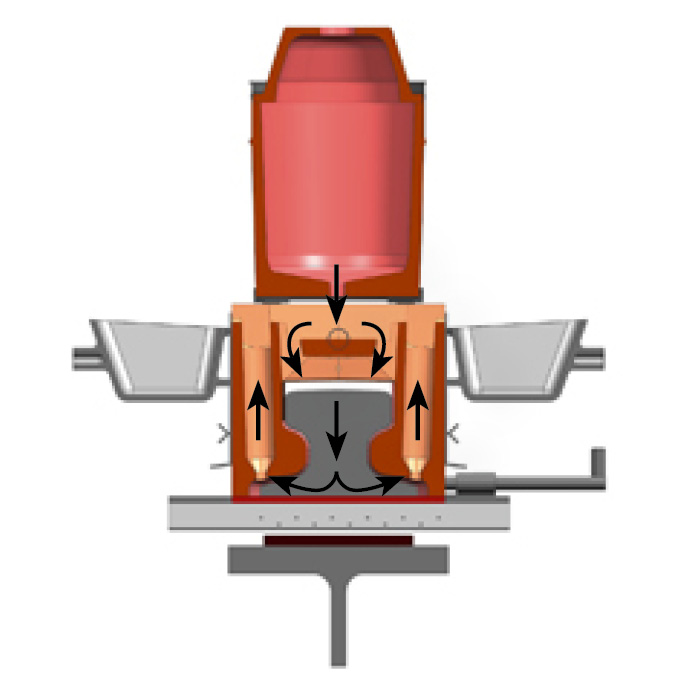
Le soudage Thermit® permet de souder sans joint presque tous profils et qualités de rails. Thermit® est composé de granulés d'aluminium et d'oxyde de fer dont l'allumage initial déclenche une réaction fortement exothermique. Cette importante chaleur de réaction se passe de sources d'énergie externes et permet de fluidifier et de souder l'acier aux extrémités des rails à des températures pouvant atteindre les 2.300 °C. Avec ce procédé, nous garantissons la connexion bout à bout sûre de rails pour réseaux ferrés à grande vitesse et pour le transport de charges lourdes tout en augmentant le confort des voyageurs et la durée de vie des voies.
Nous proposons les procédés :
THERMIT® SKV-ELITE L25
Soudage rapide et sûr pour rails vognole
Avec Thermit® SkV-Elite L25, vous profitez d’un produit sûr et adapté à une utilisation sur chantiers pour les travaux de soudage sur la voie. Le procédé est fiable et robuste et convient parfaitement à l’assemblage de rails Vignole sur les voies exploitées en tous genres, toutes vitesses confondues, pour le trafic à gros tonnage et, compte tenu de la grande rapidité d’exécution, à circulation intense.
Téléchargements
THERMIT® SOW-5
Procédé de soudage universel pour rails vignole
Le procédé de soudage Thermit® SoW-5 est l’une des meilleures technologies dédiées à la réalisation de la voie sans joints. Ce procédé permet une utilisation rapide sur les chantiers et garantit ainsi une grande disponibilité des voies. Le procédé Thermit® SoW-5 constitue une solution idéale pour les qualités de rail à haute dureté ainsi que pour les soudures Thermit® sur les voies exploitées, toutes vitesses confondues, pour le trafic lourd et à circulation intense.
Téléchargements
THERMIT® HEAD REPAIR
Soudure de réparation Original Thermit® pour rails vignole
Le procédé Thermit® Head Repair convient parfaitement à la réparation de défauts sur la surface de roulement de rails Vignole avec différents profils. En fonction de la gravité du défaut, il peut s'avérer nécessaire de remplacer la section concernée. Dans de nombreux cas, il est toutefois possible de recourir à notre procédé de soudage de réparation pour réparer les squats, enfoncements, ébrèchements et empreintes de patinage.
Téléchargements
THERMIT® SRZ
Soudage rapide et sûr pour rails à gorge
Grâce au procédé Thermit® SRZ, il est possible d’assembler les rails à gorge en toute sécurité et de manière efficiente. Aucun procédé n’est aussi rapide que le procédé de soudage Thermit® SRZ. Il constitue une solution idéale pour les assemblages géométriques complexes en combinaison avec les rails à gorge, toutes qualités d’acier confondues. Le procédé Thermit® SRZ ne nécessite quasiment aucune intervention de l’opérateur et offre ainsi une plus grande sécurité que le soudage à l’arc pendant la réalisation sur la voie.
Téléchargements
THERMIT® SRZ
Le meilleur de la technologie pour une qualité supérieure
Le soudage des rails de grue exige une précision, une efficacité et une sécurité de très haut niveau. Avec notre procédé de soudage Thermit® SKS, vous disposez de la meilleure technologie pour répondre aux exigences élevées des soudures de rails de grue tout en garantissant des capacités de soudage élevées. Grâce à la réalisation de la soudure quasiment sans intervention de l’opérateur, le procédé constitue une alternative au soudage à l’arc.
Téléchargements
Service
Vous êtes intéressé par nos prestations ou vous avez des questions ? Alors contactez-nous ! Nous vous répondrons avec plaisir.