
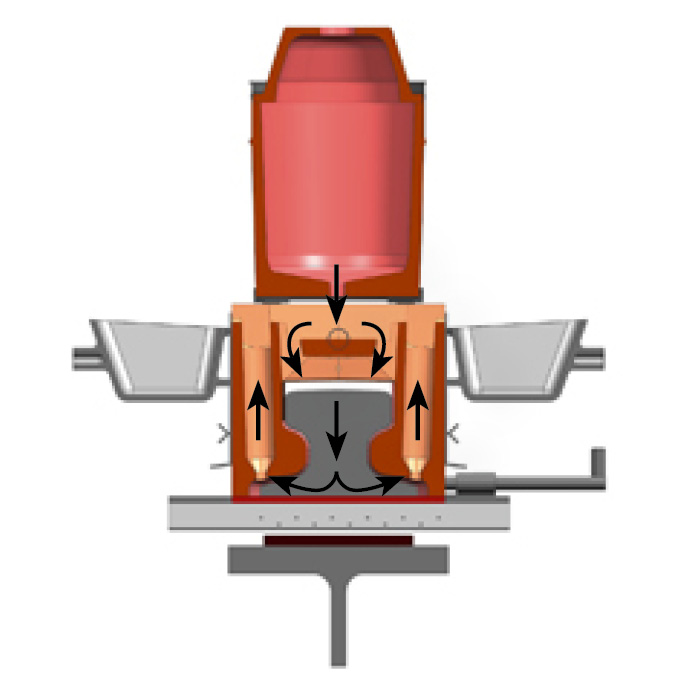
THERMIT®-Schweißverfahren
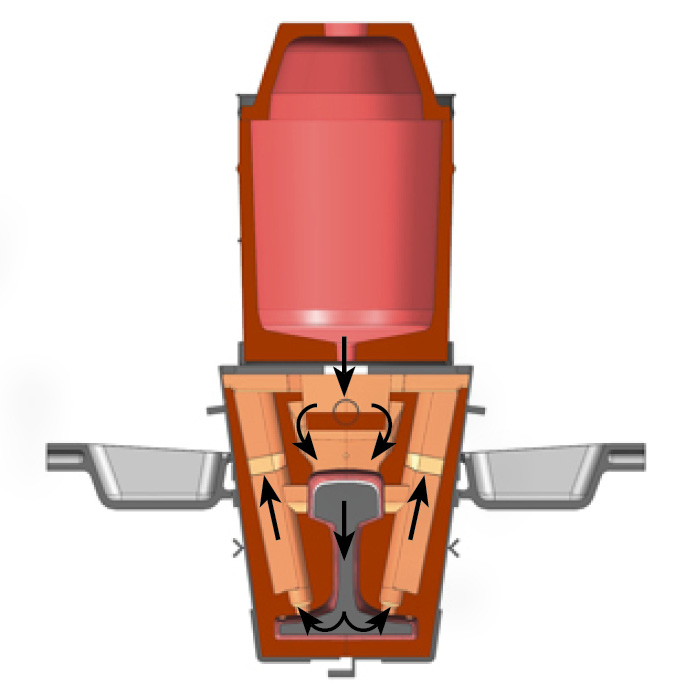
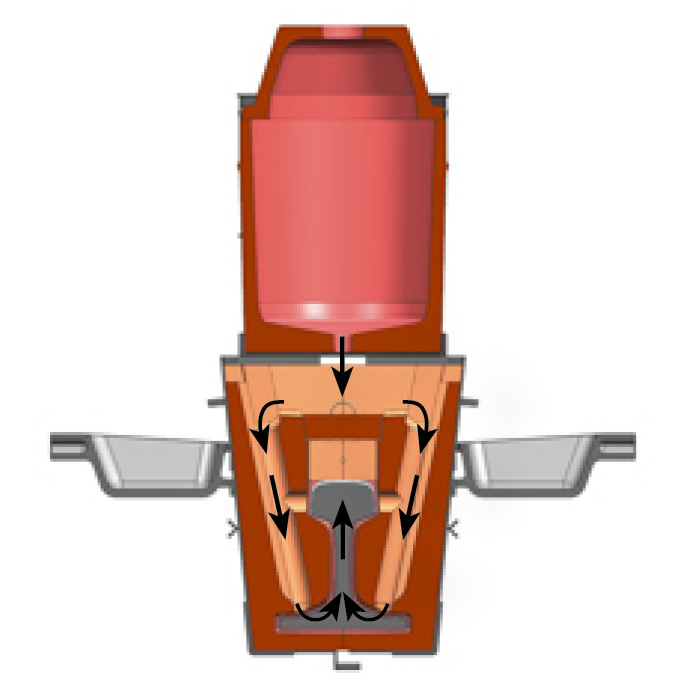
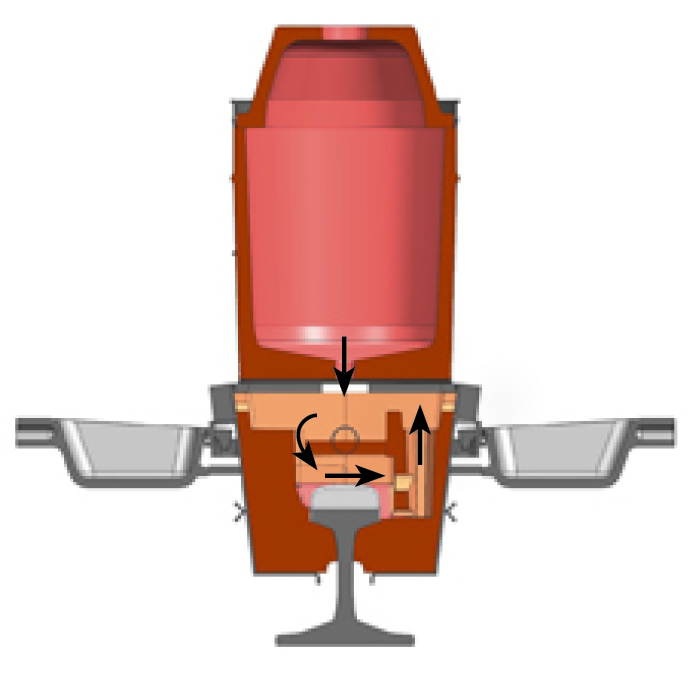
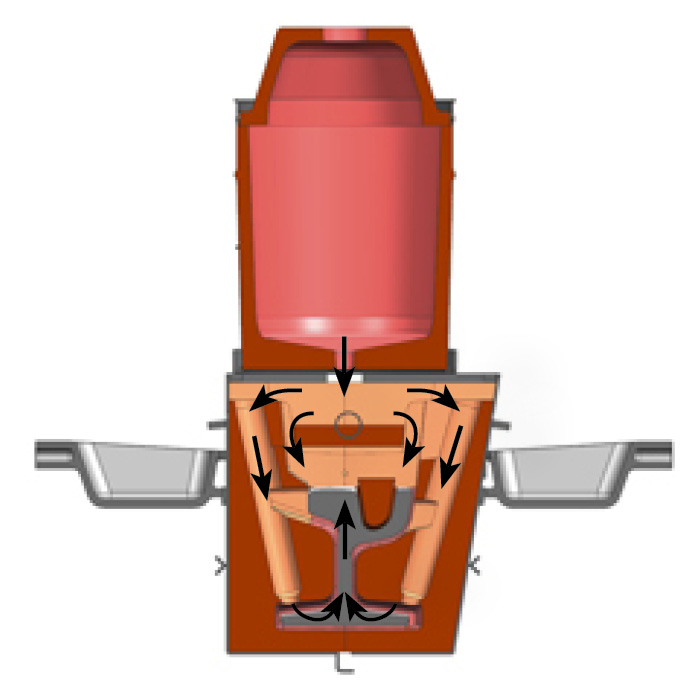
Mit dem Thermit®-Schweißverfahren werden nahezu alle Schienen unterschiedlichster Profile und Güten lückenlos miteinander verbunden. Thermit® besteht aus Aluminium-Granulat und Eisenoxid, das nach einer Initialzündung stark exotherm reagiert. Durch die große Reaktionswärme gelingt es, flüssigen Stahl von bis zu 2.300 °C ohne externe Energiequellen zu erzeugen und damit Schienenenden zu verschweißen. Damit garantieren wir Ihnen die sichere Verbindung der Schienen in Schwerlast- und Hochgeschwindigkeitsnetzen bei gleichzeitiger Erhöhung von Fahrkomfort und Gleis-Lebensdauer.
Folgende Verfahren werden angeboten:
THERMIT® SKV-ELITE L25
Vignolschienen schnell und sicher verschweißen
Mit Thermit® SkV-Elite L25 profitieren Sie von einem prozesssicheren und baustellen tauglichen Produkt für das Schweißen im Gleis. Das Verfahren ist zuverlässig, robust und bestens geeignet für das Verbinden von Vignolschienen in Betriebsgleisen aller Art, aller Geschwindigkeiten, im Schwerlastverkehr und wegen der kurzen Ausführungsdauer bei hoher Verkehrsdichte.
Downloads
THERMIT® SOW-5
Universelles Schweißverfahren für Vignolschienen
Mit Thermit® SoW-5 nutzen Sie eine der besten Technologien zur Herstellung des lückenlosen Gleises. Dieses Verfahren erlaubt einen reibungslosen Einsatz auf Baustellen und sorgt somit für höchste Verfügbar keit von Fahrwegen. Thermit® SoW-5 ist für hochfeste Schienengüten sowie für Thermit®-Schweißungen in Betriebsgleisen aller Geschwindigkeiten, im Schwerlastverkehr und bei hoher Verkehrsdichte bestens geeignet.
Downloads
THERMIT® HEAD REPAIR
Original Thermit® Reparaturschweißung für Vignolschienen
Thermit® Head Repair eignet sich bestens zur Behebung von Fehlern auf der Fahrfläche von Vignolschienen unterschiedlicher Profile. In Abhängigkeit von der Ausprägung des Fehlers kann es notwendig sein, die betroffenen Stellen herauszutrennen und Ersatzschienen zu setzen. In vielen Fällen können jedoch Squats, Eindrückungen, Ausbrüche oder Schleuderstellen mit unserem Reparaturschweißverfahren ausgebessert werden.
Downloads
THERMIT® SRZ
Rillenschienen schnell und sicher verschweißen
Rillenschienen lassen sich mit dem Thermit®-Verfahren sicher und zuverlässig verbinden. Kein Verfahren ist schneller als das Schweißverfahren Thermit® SRZ. Es ist bestens für die geometrisch komplexen Verbindungen in Kombination mit Rillenschienen aller Stahlsorten geeignet. Thermit® SRZ ist weitgehend bedienerunabhängig und damit sicherer in der Ausführung im Gleis als das Lichtbogenverbindungschweißen.
Downloads
THERMIT® SRZ
Beste Technologie für hohe Qualität
Das Verschweißen von Kranschienen verlangt ein hohes Maß an Präzision, Effizienz und Sicherheit. Mit unserem Schweißverfahren Thermit® SKS steht Ihnen die beste Technologie zur Verfügung, um bei hoher Schweißleistung den hohen Anforderungen an Kranschienenschweißungen gerecht zu werden. Mit seiner weitgehend bediener unabhängigen Anwendung ist das Verfahren die Alternative zum Lichtbogenverbindungsschweißen.
Downloads
Service
Sie interessieren sich für unsere Leistungen oder haben Fragen dazu? Dann sprechen Sie uns an. Gerne helfen wir Ihnen weiter.